
検証を進める中、1000時間の塩水噴霧試験も試みることにしました。
前回、ブログ「3価クロメート処理について」の中で、試験中とお知らせしたものです。
試験片は、ADC12のアルミ板を用いました。このアルミ板取引先が所有していたものをご厚意により分けいただいたものです。試験する際には便利なので重宝しています。
写真No1
メラミン樹脂 塗膜性能表 No1に該当
1回塗り
焼付温度 160℃×20分
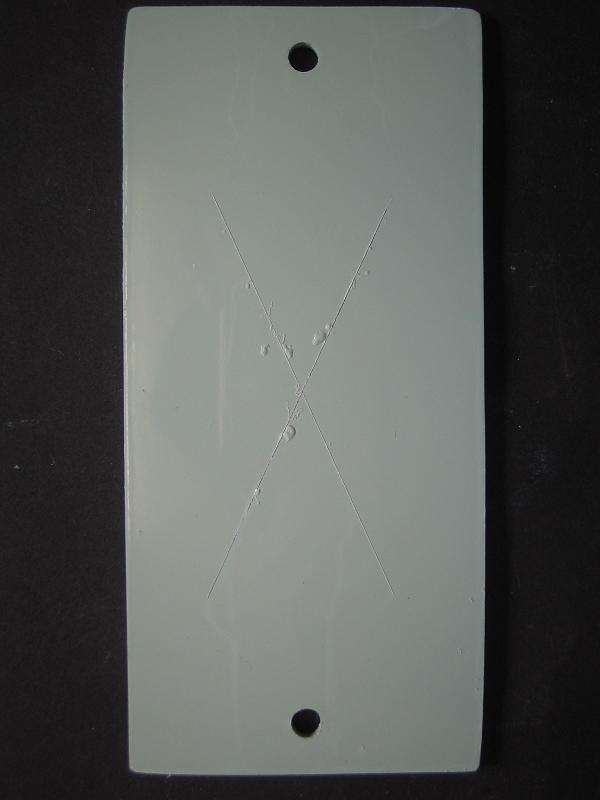
膨れ現象、0~2mm
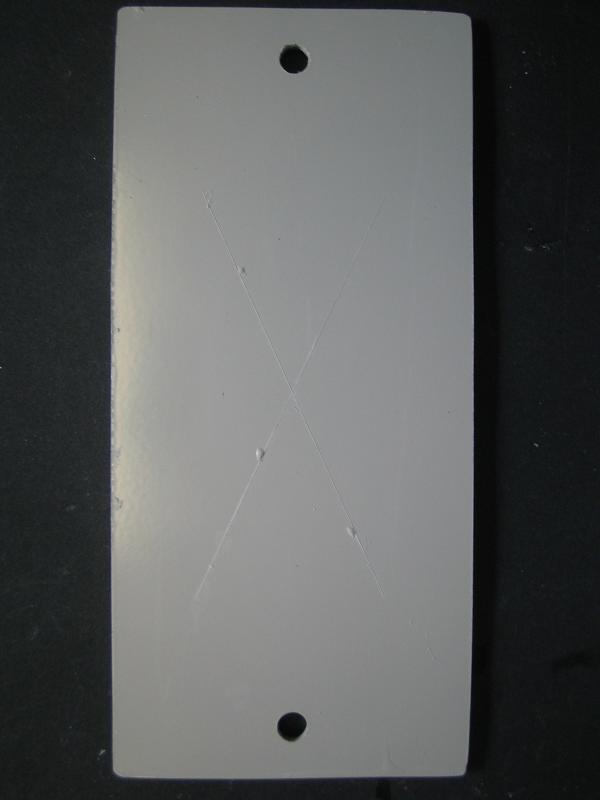
写真No2
アクリル樹脂 塗膜性能表 No2に該当
1回塗り
焼付温度 170℃×20分

膨れ現象 0~6mm
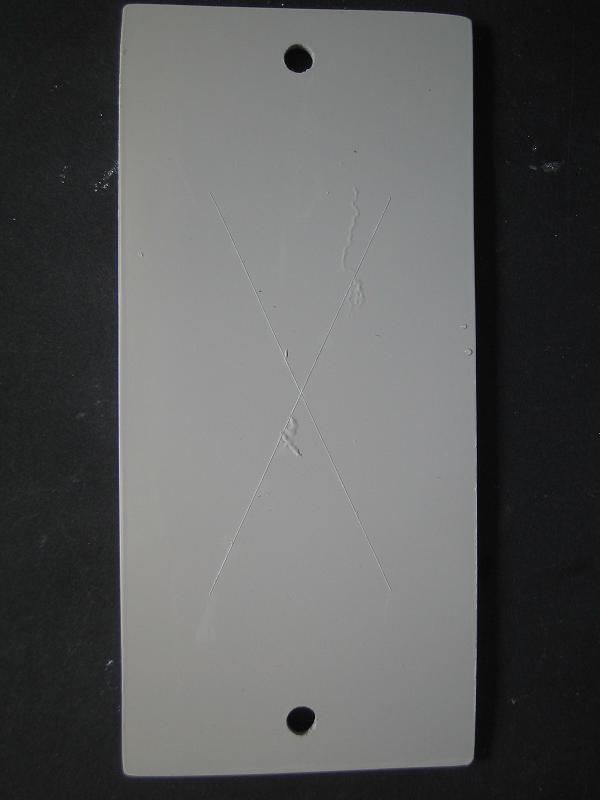
写真No3
ポリエステル樹脂 塗膜性能表 No4に該当
1回塗り
焼付温度 170℃×20分

膨れ現象 0~2mm
写真No4
アクリルウレタン樹脂 塗膜性能表 No3に該当
1回塗り
焼付温度 170℃×20分
膨れ現象 0~1.5mm
写真No5
アクリル樹脂 塗膜性能表 No2に該当
2回塗り
下塗り プライマー 塗膜性能表 No11に該当
焼付温度 150℃×20分
上塗り
焼付温度 170℃×20分

膨れ現象 0~3mm
写真No6
ポリエステル樹脂 塗膜性能表 No4に該当
2回塗り
下塗り プライマー 塗膜性能表 No11に該当
焼付温度 150℃×20分
上塗り
焼付温度 170℃×20分

写真No7
アクリルウレタン樹脂 塗膜性能表 No3該当
2回塗り
下塗り プライマー 塗膜性能表 No11に該当
焼付温度 150℃×20分
上塗り
焼付温度 100℃×20分
膨れ現象 0~6mm
下記の総評は、試験を依頼した薬品メーカー技術部長の見解です。
「№2、№5、№6、№7については、部分的に膨れが多く出ている箇所がありますが、ダイキャストの性質上表面が均一でないため、このような結果になっていると考えられます。」
前にお知らせで示したノンクロメート化成皮膜の試験結果と比較し、技術部長に結果の違いを質問した所、3価、ノンクロと前処理工程の違いが影響しているのではと説明を受けました。
同じ、試験片ADC12アルミ板を用いて、ノンクロタイプには膨れが出ていませんでした。
しかし、総評の中で述べている※性質上表面が均一でないためと膨れの発生を説明してくれましたが、それが原因かどうか特定できない面もあるように感じました。
※ 偏析(へんせき)
合金を作るに、成分金属を液体状態で溶かしてあわせてから凝固させる。この凝固の際に、最初に凝固した部分と、あとで凝固した部分では組成が異なるのが普通であり、その結果、合金組成に不均一が生じる。これを凝固偏析という。
技術部長に質問した際、不均一な状態を偏析という言葉を使って説明してくれました。
これらの結果から、実用上十分な塗膜性能はあると判断できます。



コメントを残す